








- bucina ultrasónica
- Máquina de soldar plástico por ultrasóns
- Máquina de soldadura de metal por ultrasóns
- Máquina de coser ultrasónica
- Dispositivo de corte ultrasónico
- homoxenizador ultrasónico
- O xerador de ultrasóns
- transdutor ultrasónico
- Soldadura por puntos ultrasónica, soldadura manual
- Máquina de selado de mangueiras ultrasónicas
- Máquina xiratoria ultrasónica
- Máquina de saída de auga
- Brida









01




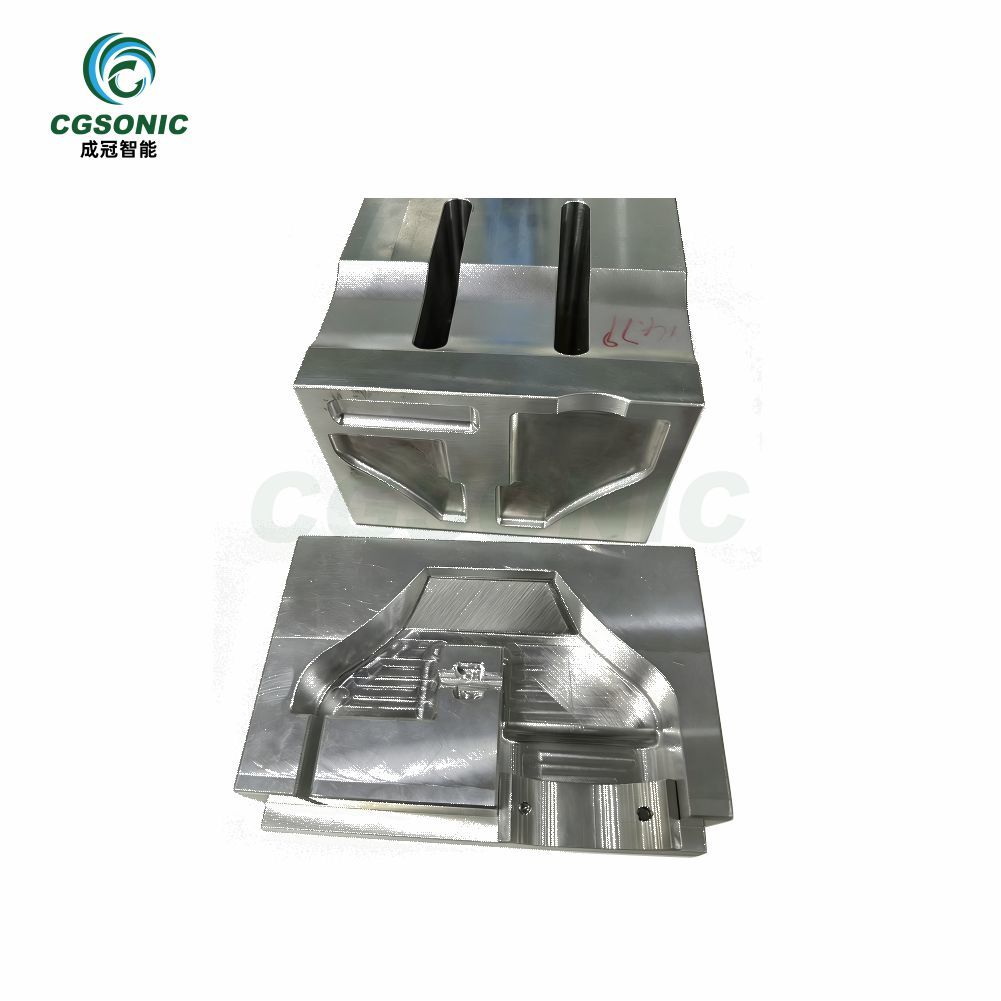
Como deseñar moldes de soldadura por ultrasóns (cabezas de soldadura)
Detalles clave do deseño
O molde de soldadura ultrasónica (cabezal de soldadura) é o núcleo da transferencia de enerxía. O seu deseño xira arredor de tres dimensións principais: a adaptación acústica, a adaptación estrutural e o procesamento do material. Estes factores determinan directamente a calidade da soldadura e a estabilidade do equipo. Os puntos clave son os seguintes:
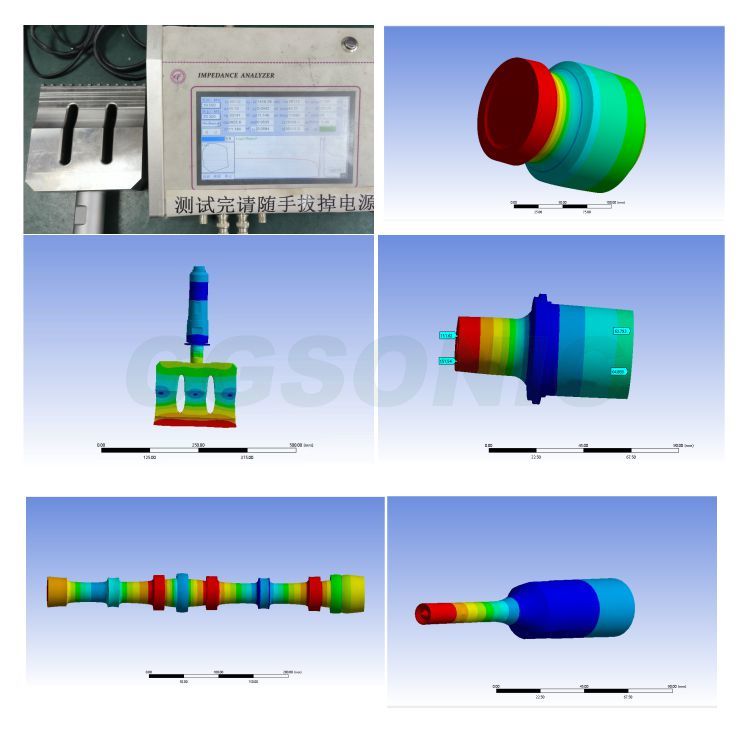
I. Axuste do rendemento acústico (requisito básico)
O cabezal de soldadura debe actuar como un resonador e axustarse con precisión á frecuencia do equipo para evitar perdas de enerxía e danos no equipo. Os modos de vibración optimízanse mediante simulación acústica para garantir unha distribución uniforme da amplitude e eliminar a concentración de tensión. A amplitude axústase racionalmente segundo a dureza do material de soldadura, ao mesmo tempo que se controla a relación de amplificación da amplitude para equilibrar a eficiencia da soldadura e a vida útil do molde.
II. Superficie de soldadura e deseño estrutural xeral
O deseño da superficie de soldadura debe equilibrar a concentración de enerxía e a protección do produto: débense engadir patróns de guía de enerxía para concentrar a enerxía e acelerar a soldadura; débense usar estruturas de posicionamento e infalibles para evitar o desprazamento ou a colocación inversa do produto. As zonas non soldables deben estar despexadas, con bordos biselados ou redondeados para evitar danos no produto e rachaduras no molde. O deseño xeral debe equilibrar o peso lixeiro e a rixidez; as zonas non críticas poden baleirarse e os moldes de mango longo deben ter nervaduras de reforzo para evitar a deformación.
III. Selección e procesamento de materiais
Os materiais deben equilibrar o rendemento acústico, a resistencia e a resistencia ao desgaste: as aliaxes de titanio son axeitadas para aplicacións de alta precisión e gran volume; as aliaxes de aluminio ofrecen unha alta rendibilidade e son axeitadas para a produción de pequeno a medio volume; o aceiro para ferramentas úsase para soldar materiais duros e aqueles que conteñen fibra de vidro. Aplícanse tratamentos térmicos ou superficiais axeitados en función das propiedades do material para mellorar a resistencia ao desgaste e a vida útil do molde.
IV. Puntos clave de conexión e verificación
A superficie de conexión co transformador de amplitude debe axustarse con precisión para garantir a concentricidade e a eficiencia da transferencia de enerxía. Unha vez finalizado o deseño, realízanse simulacións, probas de soldadura e probas de vida útil para verificar que a calidade da soldadura e a estabilidade do molde cumpren cos estándares. Pódese adoptar un deseño modular para mellorar a adaptabilidade do produto e reducir os custos.